
En mécanique , la résistance à la compression est la capacité d'un matériau ou d' une structure à résister aux charges tendant à réduire sa taille ( compression ). Elle s'oppose à la résistance à la traction , qui permet de résister aux charges tendant à l'allongement, c'est-à-dire à la tension (arrachement). Dans l'étude de la résistance des matériaux , la résistance à la compression, la résistance à la traction et la résistance au cisaillement peuvent être analysées indépendamment.
Certains matériaux se rompent à leur limite de résistance à la compression ; d’autres se déforment de manière irréversible , de sorte qu’une déformation donnée peut être considérée comme la limite de charge en compression. La résistance à la compression est une valeur essentielle pour la conception des structures .
La résistance à la compression est souvent mesurée à l'aide d'une machine d'essai universelle . Les mesures de résistance à la compression sont influencées par la méthode d'essai et les conditions de mesure. Les valeurs de résistance à la compression sont généralement exprimées en rapport avec une norme technique spécifique .
Introduction


Lorsqu'un échantillon de matériau est soumis à une charge qui l'allonge, on dit qu'il est en tension . En revanche, si le matériau se comprime et se raccourcit, on dit qu'il est en compression .
À l'échelle atomique, les molécules ou les atomes sont comprimés et rapprochés, tandis qu'ils sont étirés lorsqu'ils sont soumis à une tension. Puisque les atomes des solides tendent toujours vers une position d'équilibre et une distance d'équilibre entre eux, des forces apparaissent dans tout le matériau, s'opposant à la fois à la tension et à la compression. Les phénomènes qui prévalent à l'échelle atomique sont donc similaires.
La déformation correspond à la variation relative de longueur sous l'effet d'une contrainte appliquée ; une déformation positive caractérise un objet soumis à une tension qui tend à l'allonger, tandis qu'une contrainte de compression qui le raccourcit engendre une déformation négative. La tension tend à corriger les petites déformations latérales, tandis que la compression tend à amplifier ces déformations jusqu'au flambage .
La résistance à la compression est mesurée sur les matériaux, les composants et les structures.
La résistance à la compression ultime d'un matériau est la contrainte de compression uniaxiale maximale qu'il peut supporter avant rupture. Cette valeur est généralement déterminée par un essai de compression réalisé à l'aide d'une machine d'essai universelle . Lors de cet essai, une charge de compression uniaxiale croissante est appliquée à l'éprouvette jusqu'à sa rupture. L'éprouvette, souvent cylindrique, subit un raccourcissement axial et une expansion latérale sous l'effet de la charge. À mesure que la charge augmente, la machine enregistre la déformation correspondante et trace une courbe contrainte-déformation semblable à celle-ci :
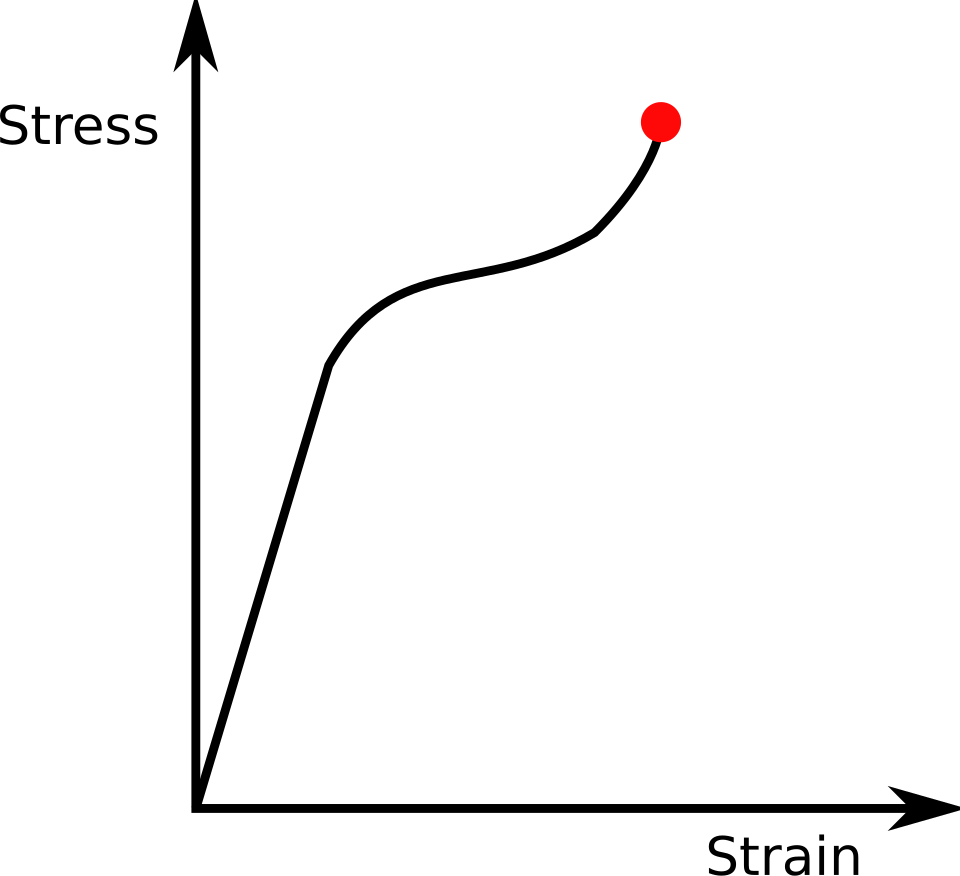
La résistance à la compression du matériau correspond à la contrainte au point rouge indiqué sur la courbe. Lors d'un essai de compression, il existe une zone linéaire où le matériau se comporte selon la loi de Hooke . Dans cette zone , E représente le module de Young en compression. Le matériau se déforme alors élastiquement et reprend sa longueur initiale une fois la contrainte supprimée.
Cette zone linéaire se termine au niveau de ce que l'on appelle la limite d'élasticité . Au-delà de ce point, le matériau se comporte de manière plastique et ne reprend pas sa longueur initiale une fois la charge supprimée.
Il existe une différence entre la contrainte nominale et la contrainte réelle. Par définition, la contrainte uniaxiale est donnée par :
Comme indiqué, la surface de l'éprouvette varie sous l'effet de la compression. En réalité, cette surface est donc fonction de la charge appliquée, soit A = f ( F ) . La contrainte est définie comme la force divisée par la surface initiale de l'éprouvette. On parle alors de contrainte nominale, définie par la formule suivante, où A₀ représente la surface initiale de l'éprouvette [m² ] .
Par conséquent, la déformation technique est définie par l = l₀ , où l est la longueur actuelle de l'éprouvette [m] et l₀ sa longueur initiale [m]. La déformation vraie, également appelée déformation logarithmique ou déformation naturelle, fournit une mesure plus précise des grandes déformations, comme celles observées dans les matériaux tels que les métaux ductiles La résistance à la compression correspond donc au point de la courbe contrainte-déformation technique défini par
où F * est la charge appliquée juste avant l'écrasement et l * est la longueur de l'échantillon juste avant l'écrasement.
Écart entre la contrainte technique et la contrainte réelle
Lorsqu'une charge de compression uniaxiale est appliquée à un objet, celui-ci se raccourcit et s'étale latéralement, de sorte que sa section initiale ( ) augmente jusqu'à la section chargée ( ). La contrainte réelle ( ) diffère alors de la contrainte nominale ( ). Les essais mesurant la contrainte nominale au point de rupture d'un matériau sont souvent suffisants pour de nombreuses applications courantes, telles que le contrôle qualité dans la production de béton . Cependant, la détermination de la contrainte réelle dans les matériaux soumis à des charges de compression est importante pour la recherche portant sur les propriétés des nouveaux matériaux et leur mise en œuvre.
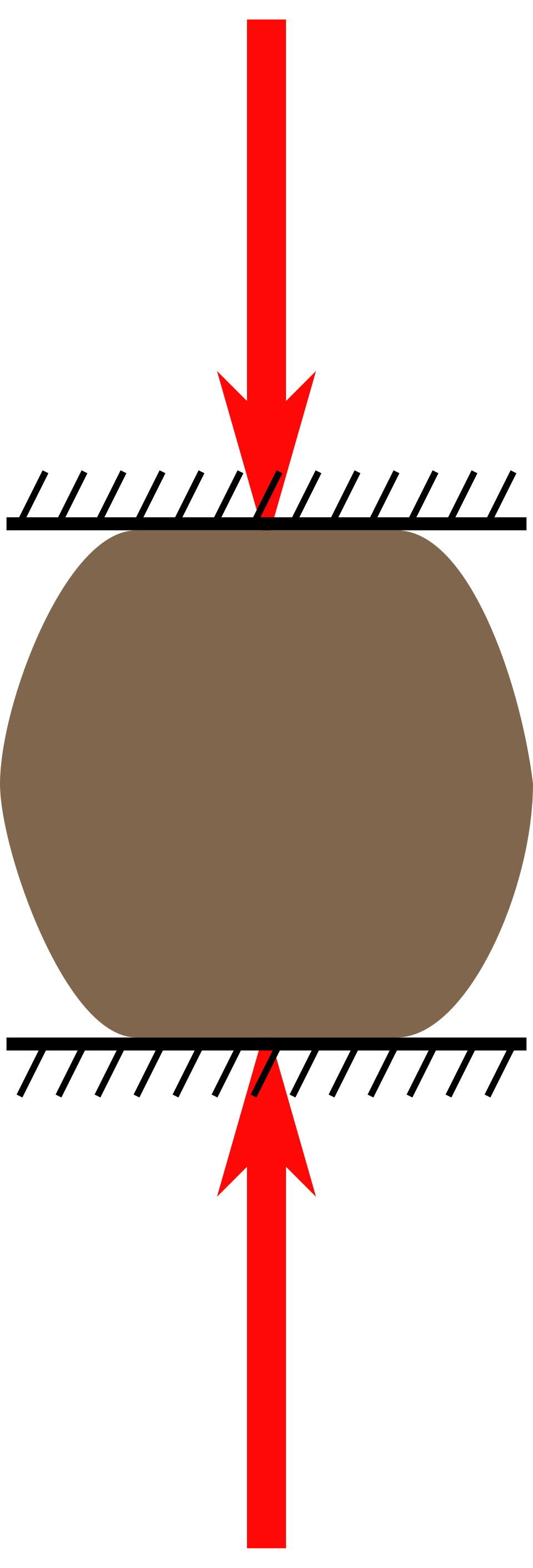
La géométrie des éprouvettes et le frottement peuvent influencer considérablement les résultats des essais de compression. Le frottement aux points de contact entre la machine d'essai et l'éprouvette peut limiter l'expansion latérale à ses extrémités (phénomène également appelé « effet de tonneau »), entraînant une distribution non uniforme des contraintes. Ce phénomène est abordé dans la section consacrée au contact et au frottement .
contact sans frottement
Lorsqu'une éprouvette est soumise à une charge de compression, elle se raccourcit et s'étale latéralement, ce qui augmente sa section. La contrainte de compression réelle est alors σ<sub>c</sub> et la contrainte nominale σ <sub>d</sub>. La section (σ<sub>c</sub> ) et, par conséquent, la contrainte (σ<sub>d</sub> ) sont uniformes sur toute la longueur de l'éprouvette, car il n'y a pas de contraintes latérales externes. Cette condition représente une condition d'essai idéale. En pratique, le volume d'un matériau à module de compressibilité élevé (par exemple, les métaux solides) reste constant sous l'effet d'une compression uniaxiale [3]. utilisant l'équation de déformation ci-dessus , et en notant que la déformation de compression est négative, la contrainte réelle (σ<sub>c</sub> ) est inférieure à la contrainte nominale (σ<sub>d</sub>). La déformation réelle (ε<sub>c</sub> ) peut être utilisée dans ces formules à la place de la déformation nominale (ε<sub>d</sub> ) lorsque la déformation est importante.
Contact avec frottement
Lors de l'application de la charge, le frottement à l'interface entre l'éprouvette et la machine d'essai limite l'expansion latérale à ses extrémités. Ceci a deux effets :
- Cela peut entraîner une répartition non uniforme des contraintes sur l'échantillon, avec des contraintes plus élevées au centre et plus faibles sur les bords, ce qui affecte la précision du résultat.
- Cela provoque un bombement (renflement au centre) des matériaux ductiles. Ce phénomène modifie la géométrie de l'éprouvette et affecte sa capacité de charge, ce qui entraîne une résistance à la compression apparente plus élevée.
Différentes méthodes peuvent être utilisées pour réduire le frottement en fonction de l'application :
- Appliquer un lubrifiant approprié , tel que du MoS2 , de l'huile ou de la graisse ; cependant, il faut veiller à ne pas altérer les propriétés du matériau avec le lubrifiant utilisé.
- Utilisation de feuilles en PTFE ou autres feuilles à faible friction entre la machine d'essai et l'échantillon.
- Un dispositif d'essai sphérique ou auto-alignant , qui permet de minimiser le frottement en appliquant la charge de manière plus uniforme sur la surface de l'échantillon.
Trois méthodes peuvent être utilisées pour compenser les effets du frottement sur le résultat du test :
Formules de correction
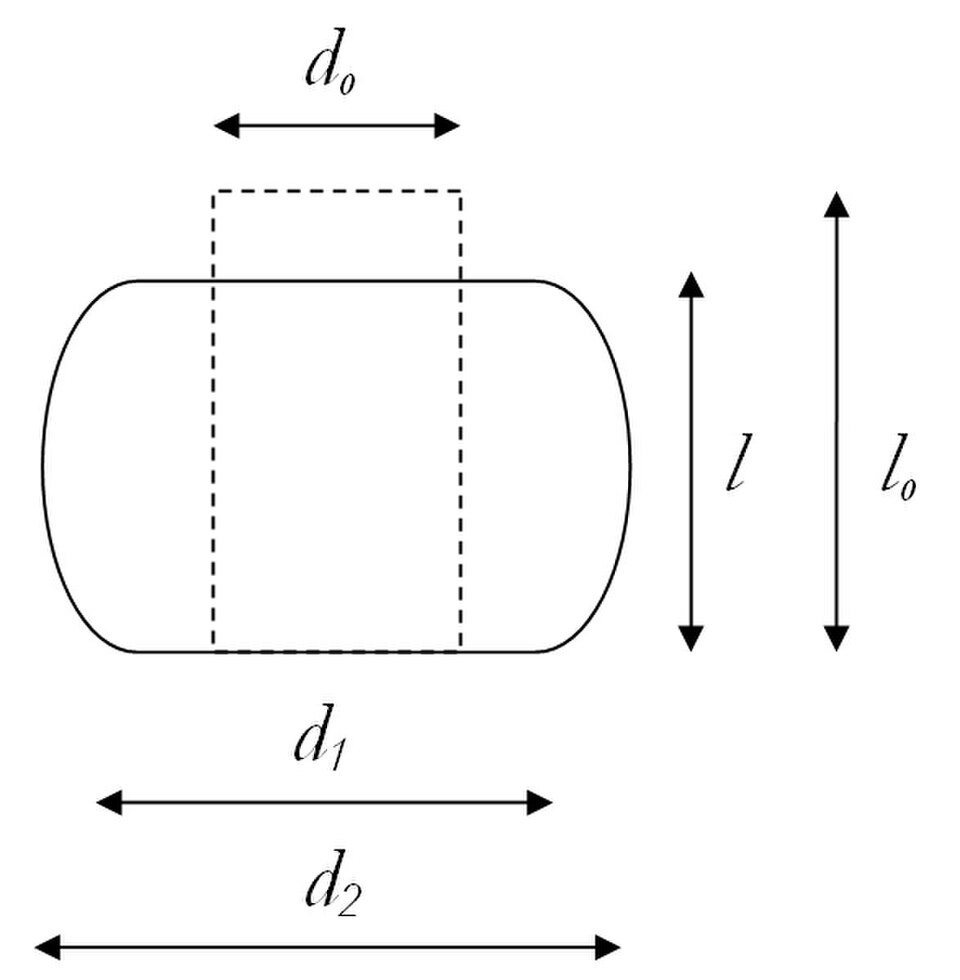
Les éprouvettes cylindriques en matériaux ductiles à module de compressibilité élevé, comme les métaux, tendent à se déformer sous une charge de compression axiale en raison du frottement aux extrémités. Dans ce cas, la contrainte de compression réelle équivalente peut être calculée à l'aide de , où
Notez que s'il y a contact sans frottement entre les extrémités de l'échantillon et la machine d'essai, le rayon de renflement devient infini ( ) et . Dans ce cas, les formules donnent le même résultat que car varie selon le rapport .
Les paramètres ( ) obtenus à partir d'un résultat de test peuvent être utilisés avec ces formules pour calculer la contrainte vraie équivalente à la rupture.
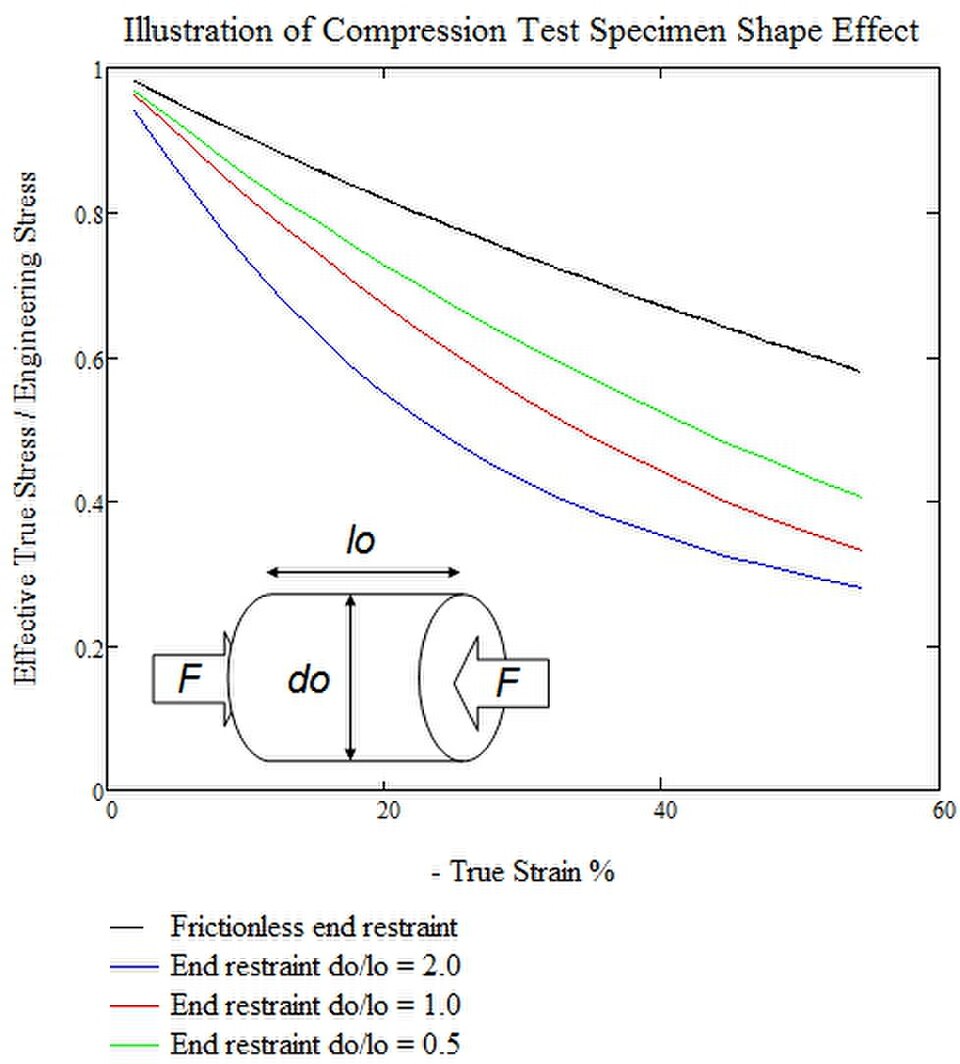
Le graphique de l'influence de la forme de l'éprouvette montre comment le rapport contrainte réelle/contrainte technique (σ'/σ<sub> e</sub> ) varie en fonction de l'allongement de l'éprouvette ( λ). Les courbes ont été calculées à l'aide des formules mentionnées précédemment, en se basant sur les valeurs spécifiques présentées dans le tableau de calcul de l'influence de la forme de l'éprouvette . Pour les courbes où un blocage aux extrémités est appliqué aux éprouvettes, celles-ci sont supposées totalement bloquées latéralement, c'est-à-dire que le coefficient de frottement aux points de contact entre l'éprouvette et la machine d'essai est supérieur ou égal à un (μ ≥ 1). Comme le montre le graphique, lorsque la longueur relative de l'éprouvette augmente (λ ), le rapport contrainte réelle/contrainte technique (σ'/σ<sub>e </sub> ) tend vers la valeur correspondant à un contact sans frottement entre l'éprouvette et la machine, ce qui représente la condition d'essai idéale.
{kind=link}
| Sans frottement | Contrainte latérale | |
|---|---|---|
| Volume constant | ||
| Diamètres égaux | ||
| Résoudre pour | ||
| Rapport de contrainte équivalent | ||
| contrainte d'ingénierie | ||
| Stress moyen | ||
| Rapport de contrainte moyen | ||
| souche véritable | ||
extrapolation géométrique
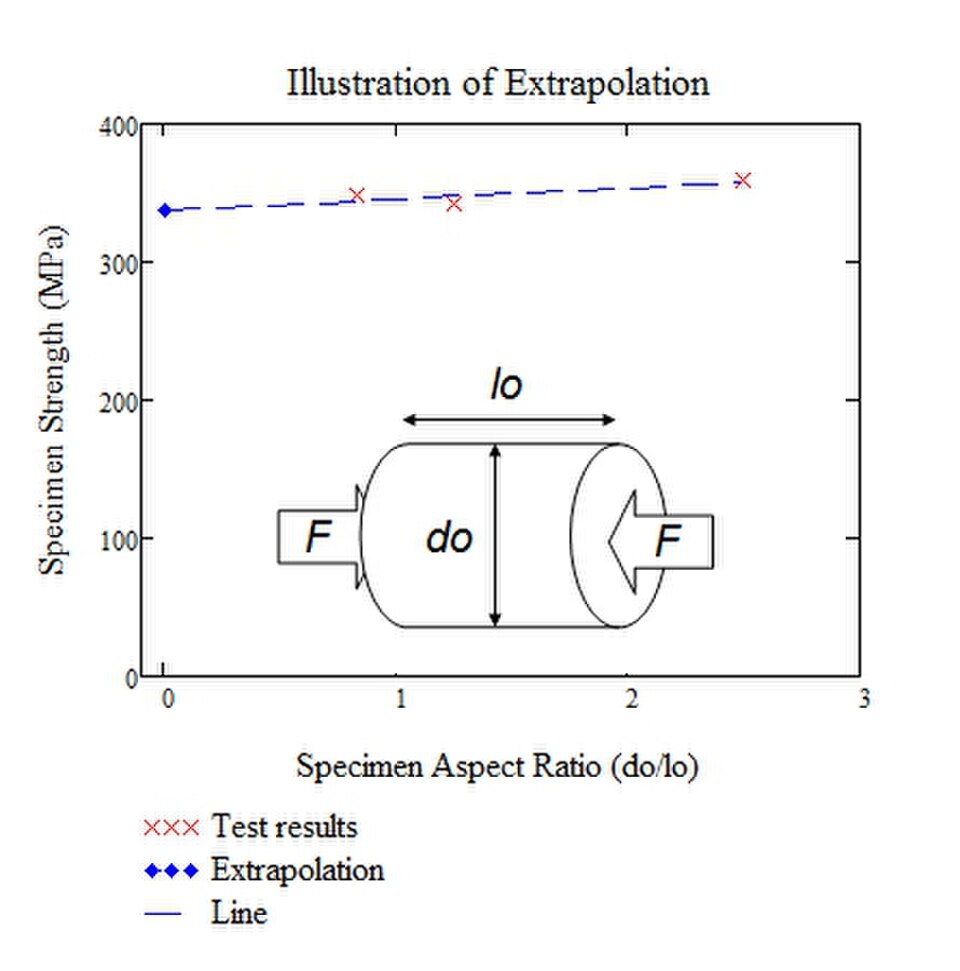
Comme indiqué dans la section relative aux formules de correction , lorsque la longueur des éprouvettes augmente et que leur rapport d'aspect tend vers zéro ( ), les contraintes de compression (σ) se rapprochent de la valeur réelle (σ′). Cependant, il est impraticable de réaliser des essais avec des éprouvettes excessivement longues, car elles se rompraient par flambage avant d'atteindre la résistance à la compression réelle du matériau. Pour pallier cet inconvénient, on peut effectuer une série d'essais avec des éprouvettes présentant différents rapports d'aspect, et déterminer ensuite la résistance à la compression réelle par extrapolation.
Analyse par éléments finis
Comparaison des résistances à la compression et à la traction
Le béton et la céramique présentent généralement une résistance à la compression bien supérieure à leur résistance à la traction. Les matériaux composites, tels que les composites à matrice époxy renforcés de fibres de verre , ont tendance à avoir une résistance à la traction supérieure à leur résistance à la compression. Il est difficile de tester la rupture des métaux en traction par rapport à la compression. En compression, les métaux se rompent par flambage, écaillage ou cisaillement à 45°, ce qui est très différent (bien que les contraintes soient plus élevées) de la rupture en traction, qui est due à des défauts ou à un rétrécissement.
Modes de défaillance par compression

Il existe différents modes de rupture ductile pour les éléments structuraux soumis à la compression. Le plus courant est le flambement par flexion , où l'élément se déforme vers l'extérieur sans se rompre initialement. Ce mode de rupture dépend de l' élancement , c'est-à-dire du rapport entre la longueur utile de l'élément et son rayon de giration . Un autre mode de rupture ductile fréquent pour les éléments comprimés est la plastification . La plastification en compression se produit dans les éléments de faible élancement, c'est-à-dire courts et larges. Parmi les autres modes de rupture en compression possibles pour les matériaux ductiles, on peut citer le flambement local, où seule une partie de l'élément cède, le flambement par flexion-torsion, où l'élément se tord et flambe latéralement, et le flambement par torsion , où l'élément se tord uniquement sans se déplacer latéralement.
Un matériau fragile soumis à une compression se rompt généralement par clivage axial, par cisaillement ou par rupture ductile, selon le niveau de contrainte dans la direction perpendiculaire à la direction de la charge. En l'absence de contrainte (ou pression de confinement), le matériau fragile est susceptible de se rompre par clivage axial. Une pression de confinement modérée entraîne souvent une rupture par cisaillement, tandis qu'une pression de confinement élevée conduit souvent à une rupture ductile, même pour les matériaux fragiles.
La fissuration axiale libère l'énergie élastique des matériaux fragiles en dissipant l'énergie de déformation dans les directions perpendiculaires à la contrainte de compression appliquée. Selon le coefficient de Poisson du matériau , un matériau comprimé élastiquement dans une direction se déforme dans les deux autres directions. Lors d'une fissuration axiale, une fissure peut libérer cette déformation de traction en formant une nouvelle surface parallèle à la charge appliquée. Le matériau se sépare alors en deux ou plusieurs morceaux. La fissuration axiale se produit donc le plus souvent en l'absence de pression de confinement, c'est-à-dire lorsqu'une charge de compression plus faible s'applique sur l'axe perpendiculaire à la charge principale. Le matériau, désormais divisé en microcolonnes, subit des forces de frottement différentes, soit en raison de l'inhomogénéité des interfaces à l'extrémité libre, soit en raison d'un effet de protection contre les contraintes. Dans le cas de cet effet , l'inhomogénéité du matériau peut entraîner des différences de module de Young . Ceci provoque une distribution inégale des contraintes, induisant une différence dans les forces de frottement. Dans les deux cas, les sections de matériau commencent à se courber et finissent par se rompre.
Microfissuration
Les microfissures constituent une cause majeure de rupture en compression pour les matériaux fragiles et quasi-fragiles. Le glissement le long des extrémités des fissures engendre des forces de traction à ces extrémités. Les microfissures ont tendance à se former autour des extrémités de fissures préexistantes. Dans tous les cas, c'est la contrainte de compression globale qui interagit avec les anomalies microstructurales locales pour créer des zones de tension localisées. Plusieurs facteurs peuvent être à l'origine des microfissures.
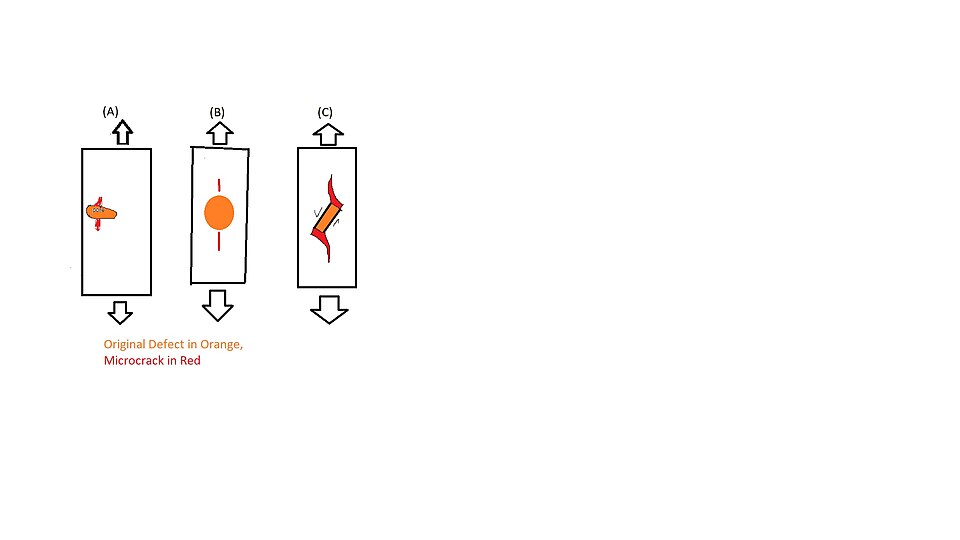
- La porosité est le facteur déterminant de la résistance à la compression de nombreux matériaux. Des microfissures peuvent se former autour des pores, jusqu'à ce qu'elles atteignent approximativement la même taille que les pores d'origine. (a)
- Des inclusions rigides au sein d'un matériau, telles qu'un précipité, peuvent engendrer des zones de tension localisées. (b) Lorsque les inclusions sont regroupées ou plus volumineuses, cet effet peut être amplifié.
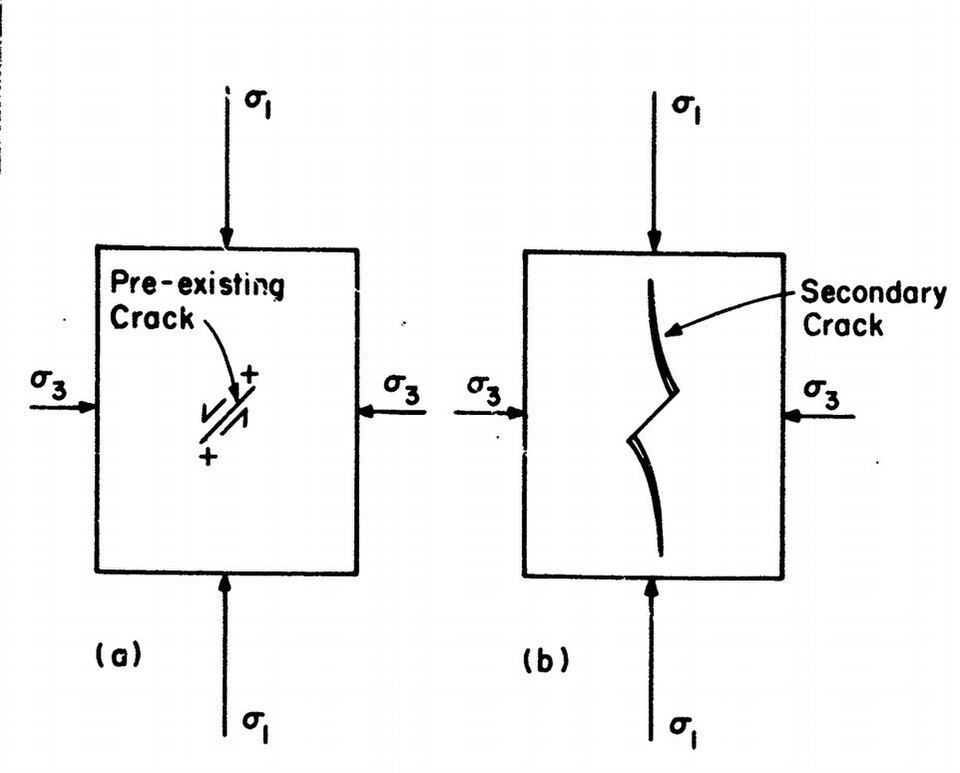
- Même en l'absence de pores ou d'inclusions rigides, un matériau peut développer des microfissures entre des interfaces faibles et inclinées (par rapport à la contrainte appliquée). Ces interfaces peuvent glisser et créer une fissure secondaire. Ces fissures secondaires peuvent continuer à s'ouvrir, car le glissement des interfaces initiales alimente continuellement l'ouverture de la fissure secondaire (c). Le glissement des interfaces n'est pas le seul responsable de la propagation des fissures secondaires, car des inhomogénéités dans le module de Young du matériau peuvent entraîner une augmentation de la déformation de désaccord effective. Les fissures qui se propagent de cette manière sont appelées microfissures en bout d'aile.
La propagation des microfissures ne correspond pas à la propagation de la fissure ou de l'imperfection initiale. Les fissures qui se forment sont perpendiculaires à la fissure initiale et sont appelées fissures secondaires. La figure ci-dessous illustre ce point pour les fissures en bout d'aile.
Ces fissures secondaires peuvent atteindre une longueur 10 à 15 fois supérieure à celle des fissures initiales en compression simple (uniaxiale). Cependant, sous l'effet d'une charge de compression transversale, leur croissance est limitée à quelques multiples entiers de la longueur de la fissure initiale.
Bandes de cisaillement
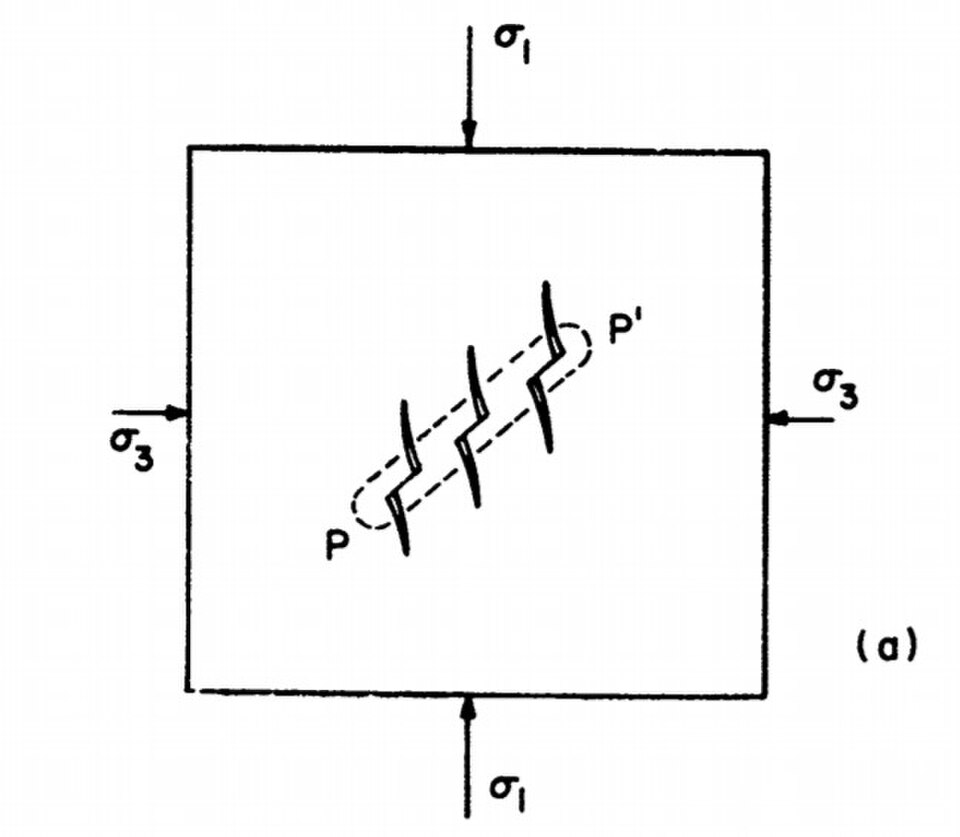
Si la taille de l'échantillon est suffisamment grande pour que les fissures secondaires du défaut le plus important ne puissent pas se développer au point de rompre l'échantillon, d'autres défauts présents dans l'échantillon commenceront également à générer des fissures secondaires. Ce phénomène se produira de manière homogène sur l'ensemble de l'échantillon. Ces microfissures forment un réseau qui peut engendrer un comportement de rupture « intrinsèque », le noyau d'une instabilité de cisaillement. (Voir à droite)
À terme, cela conduit à une déformation non homogène du matériau. Autrement dit, la déformation induite par le matériau ne varie plus linéairement avec la charge. Il se crée alors des bandes de cisaillement localisées sur lesquelles le matériau se rompt, conformément à la théorie de la déformation. « L’apparition de ces bandes localisées ne constitue pas nécessairement la rupture définitive d’un élément de matériau, mais elle marque vraisemblablement au moins le début du processus de rupture primaire sous charge de compression. »
valeurs typiques
| Matériel | R s ( MPa ) |
|---|---|
| Acier | 250–1 500 |
| Porcelaine | 20–1 000 |
| Os adulte | 135–170 pour les hommes ; 100–150 pour les femmes |
| Béton | 17–70 |
| Glace (−5 à −20 °C) | 5–25 |
| Glace (0 °C) | 3 |
| polystyrène | ~1 |
Résistance à la compression du béton
Pour les concepteurs, la résistance à la compression est l'une des propriétés mécaniques les plus importantes du béton . Il est d'usage dans l'industrie de classer la résistance à la compression d'un mélange de béton donné selon sa classe. Des échantillons cubiques ou cylindriques de béton sont testés à l'aide d'une machine d'essai de compression afin de mesurer cette valeur. Les exigences en matière d'essais varient selon les pays, en fonction de leurs normes de conception respectives. L'utilisation d'un compressomètre est courante.

La résistance à la compression du béton est exprimée en termes de résistance caractéristique à la compression d'éprouvettes cubiques de 150 mm testées après 28 jours (fck). Sur le terrain, des essais de résistance à la compression sont également réalisés à un délai intermédiaire, soit après 7 jours, afin de vérifier la résistance à la compression attendue après 28 jours. Cette démarche permet d'anticiper un éventuel incident et de prendre les précautions nécessaires. La résistance caractéristique est définie comme la résistance du béton en deçà de laquelle on s'attend à ce que moins de 5 % des résultats d'essais soient inférieurs.
Pour les besoins de la conception, cette valeur de résistance à la compression est limitée en la divisant par un coefficient de sécurité , dont la valeur dépend de la philosophie de conception utilisée.
Le secteur de la construction est souvent amené à réaliser une grande variété d'essais. Outre les essais de compression simples, des normes telles que les normes ASTM C39, ASTM C109, ASTM C469 et ASTM C1609 font partie des méthodes d'essai permettant de mesurer les propriétés mécaniques du béton. Pour la mesure de la résistance à la compression et d'autres propriétés du béton, le choix de l'équipement d'essai (à commande manuelle ou servo-commandée) dépend de la procédure suivie. Certaines méthodes d'essai spécifient ou limitent la vitesse de chargement à une valeur ou une plage donnée, tandis que d'autres nécessitent des données issues de procédures d'essai réalisées à très faible vitesse.
Le béton ultra-haute performance (BUHP) est défini comme ayant une résistance à la compression supérieure à 150 MPa.